الكمال السطحي: كيف يحوّل السفع الرملي أجزاء CNC
مقدمة
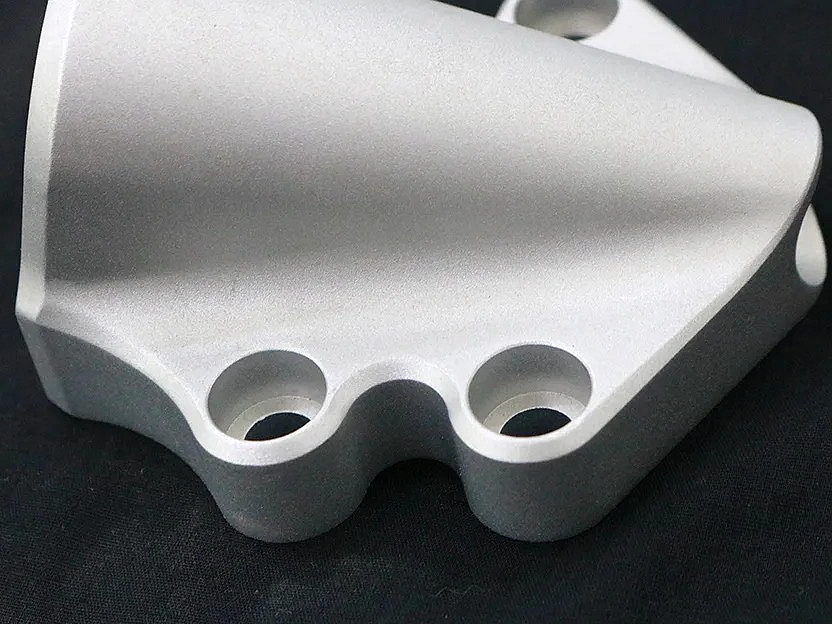
التفجير الرملي هو معالجة سطحية ميكانيكية تُطبق على مكونات CNC المعالجة آلياً، باستخدام وسائل كاشطة تُدفع بواسطة هواء مضغوط لتحسين ملمس السطح بعد عمليات مثل تشغيل CNC. عادةً ما يحقق هذا التشطيب خشونة سطحية تتراوح بين Ra 1.2–3.2 ميكرومتر، ويزيل علامات التشغيل والحواف والعيوب الطفيفة بفعالية. كما يعزز هذا العلاج جمالية المكونات من خلال إنشاء تشطيبات متجانسة غير لامعة أو ساتانية، ويُعدّ السطح لتحسين التصاق الطلاء ومقاومة التآكل.
يُستخدم التفجير الرملي على نطاق واسع في صناعات السيارات، الطيران، المعدات الطبية، والإلكترونيات الاستهلاكية، حيث يعالج بفعالية مواد متنوعة بما في ذلك سبائك الألومنيوم، الفولاذ المقاوم للصدأ، والبلاستيك الهندسي. قادر على معالجة الهندسيات المعقدة والميزات الدقيقة بشكل متجانس، مما يساعد المصنّعين على إنتاج مكونات عالية الجودة وجذابة بصرياً، محسّنة للمعالجات النهائية اللاحقة مثل الطلاء، التأكسد الكهربائي، أو الطلاء بالبودرة.
إتقان السطح: كيف يغير التفجير الرملي مكونات CNC
المبادئ العلمية والمعايير الصناعية
التعريف:
يتضمن التفجير الرملي تأثيراً محكماً للوسائط الكاشطة، عادةً أكسيد الألومنيوم، حبيبات الزجاج، أو حبيبات الفولاذ، تُدفع بواسطة الهواء المضغوط على أسطح CNC. يخلق هذا تشطيبات متجانسة (Ra 1.2–3.2 μm)، يزيل الملوثات، ويهيئ الأسطح للمعالجات النهائية أو العلاجات الوقائية.
المعايير الحاكمة:
ASTM D4417: الطرق القياسية لقياس ملف السطح
ISO 8501-1: تجهيز الركائز الفولاذية قبل الطلاء
SAE J444: معيار حجم الحبوب الكاشطة
وظائف العملية وحالات الاستخدام
أبعاد الأداء | المعلمات التقنية | حالات التطبيق |
|---|---|---|
تجانس السطح | خشونة سطحية متناسقة Ra 1.2–3.2 μm | أغطية الأجهزة الطبية، مكونات الطيران الدقيقة |
تحسين المظهر | تشطيبات بصرية غير لامعة أو ساتانية | الإلكترونيات الاستهلاكية، قطع سيارات فاخرة |
تنظيف السطح | إزالة كاملة للزيوت، الحواف، والملوثات | هياكل الصمامات، المعدات الصناعية، أجزاء أشباه الموصلات |
تصاق الطلاء | زيادة قوة الالتصاق بأكثر من 50% | طلاءات السيارات، أجزاء الطيران المؤكسدة |
تصنيف تشطيب السطح
مصفوفة المواصفات التقنية
طريقة التفجير الرملي | المعلمات والمقاييس الرئيسية | المزايا | القيود |
|---|---|---|---|
تفجير أكسيد الألومنيوم | Ra: 1.5–3.2 μm؛ الصلابة: 9 موهس | إزالة الحواف بفعالية، التصاق ممتاز للطلاء | احتمالية انغماس الجسيمات في السطح |
تفجير حبيبات الزجاج | Ra: 1.2–2.5 μm؛ الصلابة: 6 موهس | تشطيب ساتاني، لا يضر بالركيزة | أقل فعالية على الحواف الثقيلة |
تفجير حبيبات الفولاذ | Ra: 2.5–5.0 μm؛ الصلابة: 40–50 HRC | تنظيف عالي الكثافة، تأثير تخفيف الإجهاد | غير مناسب للمكونات الحساسة |
تفجير وسائط بلاستيكية | Ra: 1.0–2.0 μm؛ صلابة منخفضة (3–4 موهس) | تنظيف لطيف، مثالي للأجزاء الحساسة | عمر وسائط محدود |
تفجير كربيد السيليكون | Ra: 2.0–4.0 μm؛ الصلابة: 9.5 موهس | تنظيف عدواني، إزالة سريعة لعلامات التشغيل | معدل إزالة عالي للمواد |
معايير الاختيار وإرشادات التحسين
تفجير أكسيد الألومنيوم
معايير الاختيار: مفضل للتشطيب العام للسطح، إزالة الحواف بفعالية، وتحضير ممتاز للطلاء.
إرشادات التحسين: ضبط الضغط (4–6 بار)، اختيار حجم الحبوب (#80–120)، وضمان حركة متساوية للفوهة لتحقيق التجانس.
تفجير حبيبات الزجاج
معايير الاختيار: مثالي لتحقيق تشطيبات سلسة وساتانية على المكونات الدقيقة مع تأثير أبعاد محدود.
إرشادات التحسين: استخدام حبيبات زجاجية ناعمة (#100–200)، الحفاظ على ضغط متوسط (2–4 بار)، وضمان مسافة تفجير متجانسة (15–25 سم).
تفجير حبيبات الفولاذ
معايير الاختيار: مناسب للأجزاء القوية التي تتطلب تنظيف مكثف وتخفيف الإجهاد، خصوصاً الفولاذ والمكونات المصبوبة.
إرشادات التحسين: استخدام حبيبات فولاذية خشنة (S170–S330)، إدارة الضغط بحذر (5–7 بار)، ومراقبة السطح بانتظام لمنع التلف.
تفجير الوسائط البلاستيكية
معايير الاختيار: موصى به للمواد الحساسة والمكونات خفيفة الوزن، لضمان تغيير سطحي محدود.
إرشادات التحسين: تطبيق ضغط منخفض (1–3 بار)، اختيار أنواع وسائط بلاستيكية مناسبة (أكريليك أو ميلامين)، وتجديد الوسائط بانتظام للحفاظ على التناسق.
تفجير كربيد السيليكون
معايير الاختيار: يستخدم للمعالجات السطحية العدوانية وإزالة علامات التشغيل بسرعة على المواد الصلبة.
إرشادات التحسين: ضبط الضغط (4–6 بار)، استخدام حبوب كاشطة متوسطة الحجم (#60–100)، ومراقبة العملية لمنع التآكل المفرط للسطح.
جدول توافق المواد مع التشطيب الرملي
فئة الركيزة | طريقة التفجير الموصى بها | تحسين الأداء | بيانات التحقق الصناعي |
|---|---|---|---|
تفجير حبيبات الزجاج | تشطيب ساتاني متجانس؛ تحسين التصاق الطلاء | مكونات الطيران وفق معيار ASTM D4417 | |
تفجير أكسيد الألومنيوم | إزالة الحواف بفعالية؛ تحسين مقاومة التآكل | الأجهزة الطبية متوافقة مع ISO 8501-1 | |
تفجير الوسائط البلاستيكية | تنظيف لطيف دون تلوث السطح | زرعات الطيران تم اختبارها وفق SAE AMS2430 | |
تفجير الوسائط البلاستيكية | معالجة سطحية دقيقة؛ خشونة منخفضة (Ra <2 μm) | أغطية الأجهزة الإلكترونية تم التحقق منها وفق ASTM D7127 | |
تفجير حبيبات الفولاذ | أسطح مخففة الإجهاد؛ تحسين مقاومة التعب | الأدوات الصناعية تم التحقق منها وفق ASTM E466 |
التحكم في عملية التفجير الرملي: الخطوات والمعايير الحرجة
الأساسيات قبل التفجير
إزالة الشحوم: التخلص من الزيوت والملوثات باستخدام الغسيل القلوي أو تنظيف بالمذيبات (ISO 8501-1).
التغطية والحماية: تغطية دقيقة للأبعاد الحرجة والمناطق الملولبة (مطابقة ASTM D6123).
اختيار الوسائط: التحقق من حجم الحبوب وصلابتها وفق معايير SAE J444.
ضوابط عملية التفجير
مراقبة الضغط: الحفاظ على ضغط التفجير ثابت (دقة ±0.2 بار).
التحكم في المسافة: الحفاظ على مسافة فوهة ثابتة من قطعة العمل (15–25 سم) لضمان تشطيب متجانس.
ضمان جودة الوسائط: فحص وتجديد الوسائط بانتظام للحفاظ على جودة الكشط المتسقة.
الفحوص بعد التفجير
قياس خشونة السطح: التحقق باستخدام بروفيلومترات وفق ASTM D4417.
فحص النظافة: التأكد من خلو الأسطح من الملوثات من خلال الفحص البصري والمجهري (ISO 8501-1).
تحضير اختبار الالتصاق: التأكد من تعزيز التصاق الطلاء من خلال الاختبارات المعيارية (ASTM D3359).
الأسئلة الشائعة
ما هي المزايا الرئيسية للتفجير الرملي لأجزاء CNC مقارنة بطرق التشطيب السطحي الأخرى؟
هل يمكن أن يتسبب التفجير الرملي في تلف أو تشويه الأجزاء الدقيقة CNC؟
أي وسائط كاشطة هي الأنسب للمكونات CNC الحساسة؟
كيف يحسن التفجير الرملي التصاق الطلاءات اللاحقة مثل الطلاء أو التأكسد الكهربائي؟
هل التفجير الرملي مناسب لجميع أنواع مواد CNC، بما في ذلك البلاستيك والأجزاء غير المعدنية؟
