Electropulido: un proceso que mejora la suavidad y durabilidad de las piezas CNC
Introducción
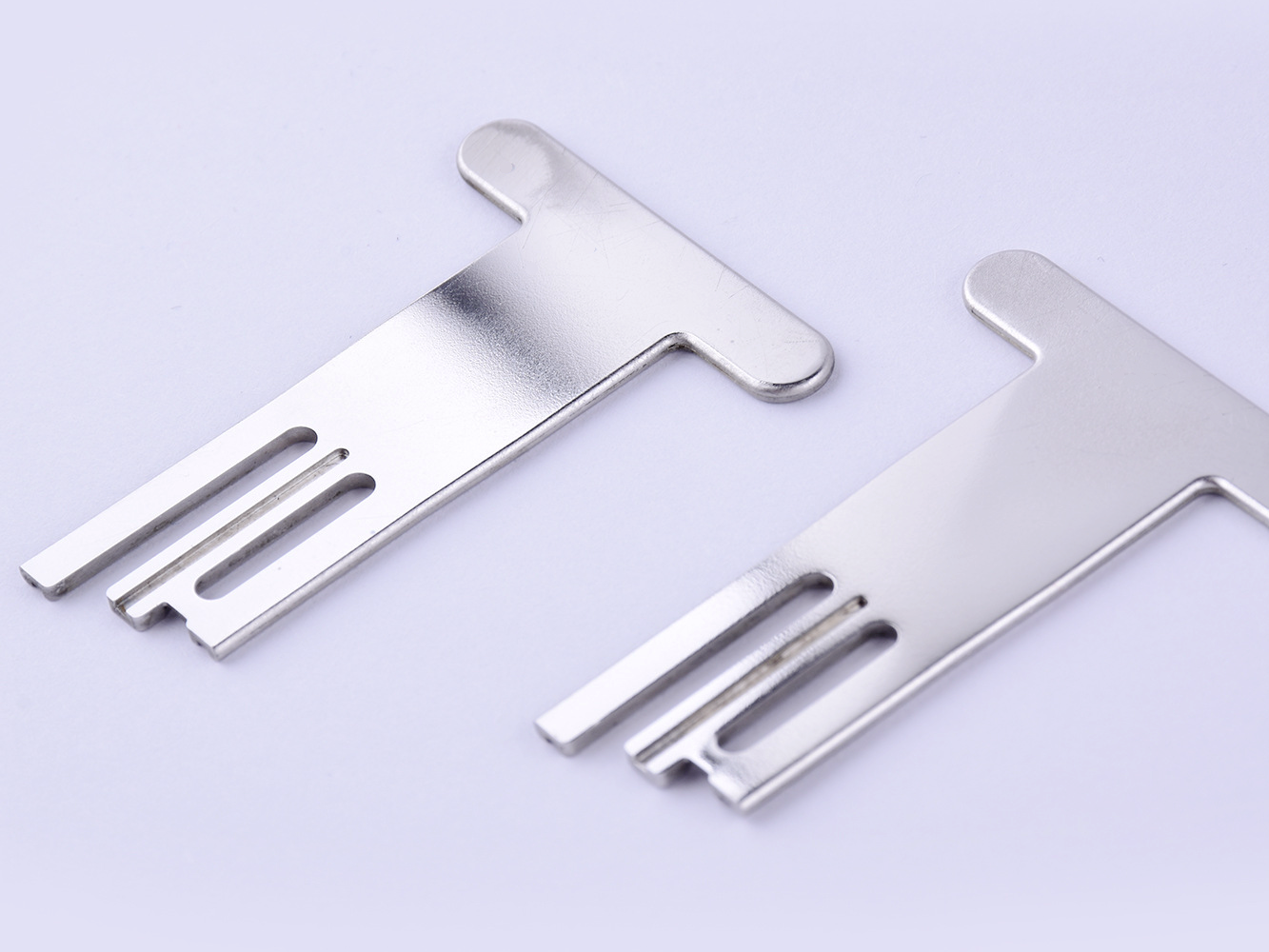
El electropulido es una técnica avanzada de acabado electroquímico ampliamente utilizada para mejorar la suavidad superficial y la durabilidad de componentes mecanizados por CNC. Este proceso produce un acabado altamente reflectante y ultra liso, normalmente mediante la eliminación de 5–40 µm de material, al disolver selectivamente los picos microscópicos de las superficies metálicas a través de una electrólisis controlada. Mejora significativamente la resistencia a la corrosión, el rendimiento mecánico y la limpieza.
Ideal para industrias críticas como dispositivos médicos, aeroespacial y fabricación de semiconductores, el electropulido trata eficazmente geometrías CNC complejas, incluidas estructuras de paredes delgadas, microcanales y roscas de precisión, ofreciendo una calidad superficial y una fiabilidad superiores.
Tecnología de Electropulido: Refinamiento Avanzado de la Superficie para un Rendimiento Mejorado
Principios Científicos y Normas Industriales
Definición: El electropulido es un método de acabado electroquímico en el que las superficies metálicas experimentan una disolución anódica controlada en un baño electrolítico, dando como resultado una superficie muy lisa, brillante y resistente a la corrosión. La eliminación de metal se controla con precisión, normalmente entre 5–40 µm.
Normas Aplicables:
ASTM B912: Especificación estándar para el electropulido de aleaciones de acero inoxidable
ISO 15730: Recubrimientos metálicos y otros inorgánicos – Electropulido
ASTM E1558: Guía estándar para el electropulido de titanio y sus aleaciones
Función del Proceso y Casos de Aplicación
Dimensión de Rendimiento | Parámetros Técnicos | Casos de Aplicación |
|---|---|---|
Suavidad Superficial | - Rugosidad superficial: Ra ≤ 0.1 µm alcanzable - Uniformidad en formas complejas | Implantes médicos, cámaras para obleas de semiconductores, válvulas farmacéuticas |
Resistencia a la Corrosión | - Resistencia a la niebla salina: ≥1,500 horas (ASTM B117) - Mejora de la capa pasiva de óxido | Instrumentos quirúrgicos, accesorios marinos, fijaciones aeroespaciales |
Facilidad de Limpieza y Esterilidad | - Limpieza superficial: ISO Clase 1 sin partículas - Reducción de adhesión bacteriana | Equipos de procesamiento de alimentos, accesorios para salas limpias, equipos biofarmacéuticos |
Rendimiento Mecánico y a la Fatiga | - Reducción de concentraciones de tensión superficial - Mejora de vida a fatiga: hasta 30% | Álabes de turbina aeroespacial, componentes de suspensión automotriz, engranajes de alto rendimiento |
Clasificación del Proceso de Electropulido
Matriz de Especificaciones Técnicas
Método de Electropulido | Parámetros Clave y Métricas | Ventajas | Limitaciones |
|---|---|---|---|
Electropulido Estándar (Método por Baño) | - Voltaje: 6–18 V CC - Temperatura: 40–70°C - Tasa de eliminación: 5–20 µm/min | - Excelente acabado superficial - Resistencia superior a la corrosión - Procesamiento en lote eficiente | - Requiere mantenimiento del baño - Control de profundidad limitado |
Electropulido por Pulsos | - Pulsos de voltaje: 5–20 V, ciclo de trabajo 20–80% - Tasa de eliminación: 1–15 µm/min | - Control superficial preciso - Acabado uniforme en microcaracterísticas - Menor consumo de electrolito | - Mayor complejidad del equipo |
Electropulido Localizado | - Voltaje: 5–15 V CC - Capacidad de tratamiento puntual | - Alta precisión en áreas específicas - Ideal para reparaciones y pulido dirigido | - Velocidad de procesamiento más lenta |
Electropulido en Seco (Ecológico) | - Voltaje: 10–20 V - Pulido sin electrolito | - Impacto ambiental mínimo - Menor mantenimiento - Adecuado para aplicaciones sensibles | - Limitado a aplicaciones especializadas - Alta inversión inicial |
Criterios de Selección y Guías de Optimización
Electropulido Estándar (Método por Baño)
Criterios de Selección: Óptimo para piezas CNC que requieren un acabado uniforme, resistencia a la corrosión y eficiencia de procesamiento por lotes (industrias médica, alimentaria y de semiconductores).
Guías de Optimización:
Mantener la temperatura del electrolito a 50–60°C
Monitorear periódicamente la composición del baño para mantener una calidad de pulido óptima
Parámetros eléctricos consistentes (densidad de corriente: 5–50 A/dm²) para garantizar una eliminación uniforme del metal
Electropulido por Pulsos
Criterios de Selección: Preferido para piezas CNC complejas que requieren un control dimensional preciso y una distorsión mínima de las características (aeroespacial, microcomponentes de precisión).
Guías de Optimización:
Ajustar frecuencias de pulso y ciclos de trabajo para refinar las características superficiales
Mantener un control estricto del voltaje con precisión de ±0.5 V
Asegurar alta pureza del electrolito para mejorar la uniformidad del acabado
Electropulido Localizado
Criterios de Selección: Ideal para componentes CNC de alto valor que necesitan pulido dirigido, reparaciones puntuales o detalles finos (reparaciones aeroespaciales, moldes de precisión).
Guías de Optimización:
Utilizar posicionamiento preciso de electrodos
Mantener bajo voltaje para minimizar la generación de calor
Realizar una inspección detallada después del proceso
Electropulido en Seco (Ecológico)
Criterios de Selección: Ideal para aplicaciones eco-sensibles que exigen un impacto ambiental mínimo y altos estándares de limpieza (electrónica, implantes médicos).
Guías de Optimización:
Asegurar una separación constante entre electrodos
Mantener un control estricto del voltaje
Implementar monitoreo en tiempo real para optimizar la calidad del acabado
Tabla de Compatibilidad Material-Recubrimiento
Sustrato | Método de Electropulido Recomendado | Ganancia de Rendimiento | Datos de Validación Industrial |
|---|---|---|---|
Electropulido Estándar | Resistencia a la corrosión mejorada | Pasó 2,000 horas de niebla salina (validación para dispositivos médicos) | |
Electropulido por Pulsos | Biocompatibilidad mejorada | Implantes ortopédicos certificados por la FDA | |
Electropulido Localizado | Acabado superficial de alta precisión | Verificación de exactitud dimensional en componentes aeroespaciales | |
Electropulido Estándar | Conductividad y estética mejoradas | Sistemas de refrigeración de semiconductores validados por rendimiento térmico | |
Electropulido por Pulsos | Reducción de concentraciones de tensión superficial | Álabes de turbina aeroespacial validados con vida a fatiga extendida |
Control del Proceso de Electropulido: Pasos Críticos y Normas
Esenciales de Pretratamiento
Limpieza Química: Desengrasado con solución alcalina, agitación ultrasónica a 50°C Validación: prueba de ruptura de agua (ASTM F22)
Control de la Composición del Electrolito: Monitoreo y reposición regulares Validación: pruebas de densidad/conductividad del electrolito
Controles del Proceso de Electropulido
Regulación de Voltaje y Corriente: Rectificadores CC con precisión de ±1% Validación: monitoreo digital en tiempo real
Control de Temperatura: Baños controlados termostáticamente dentro de ±2°C Validación: registro continuo de datos digitales
Mejoras Posteriores al Recubrimiento
Enjuague y Secado: Enjuague con agua ultrapura seguido de secado controlado Validación: prueba de residuos superficiales (ASTM F22)
Inspección del Acabado Superficial: Medición de rugosidad superficial de precisión (Ra ≤ 0.1 µm) Validación: cumplimiento de normas ISO 25178
Preguntas Frecuentes (FAQs)
¿Cómo se compara el electropulido con el pulido mecánico en términos de calidad superficial?
¿Qué metales y aleaciones son los más adecuados para el electropulido?
¿Puede el electropulido procesar eficazmente características complejas como roscas o paredes delgadas?
¿Es el electropulido adecuado para piezas CNC en la industria médica y alimentaria?
¿Cómo afecta el electropulido a la vida a fatiga de los componentes mecanizados por CNC?
