What Is Wire Arc Additive Manufacturing (WAAM) 3D Printing?
Introduction
Wire Arc Additive Manufacturing (WAAM) is an innovative metal additive manufacturing technology utilizing an electric arc to melt and deposit wire feedstock, building metal components layer-by-layer with impressive speed and efficiency. Distinguished from traditional CNC machining and powder-based metal 3D printing processes, WAAM offers exceptional material deposition rates, cost-effectiveness, and suitability for large-scale parts, significantly benefiting industries like aerospace, marine, and heavy engineering.
At Neway, our advanced industrial 3D printing services integrate WAAM technology, enabling rapid production of high-quality, large-format metal parts, thereby reducing production costs, minimizing material waste, and accelerating time-to-market for complex metal components.
How WAAM Works: Process Principles
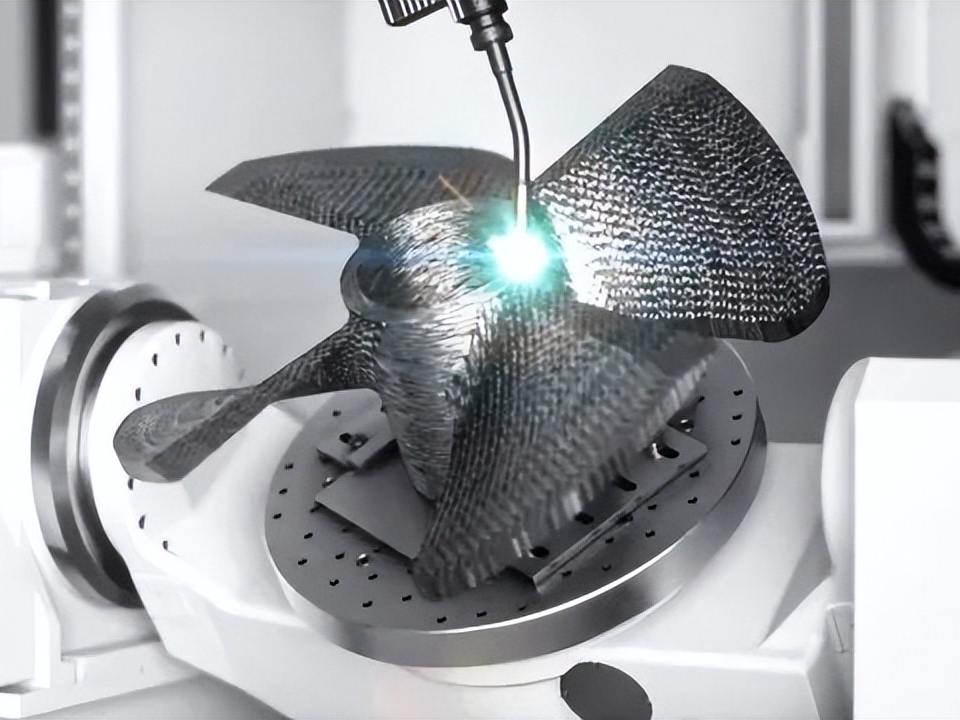
Wire Arc Additive Manufacturing consists of three primary stages: wire feeding, arc melting, and layered solidification. Initially, metal wire feedstock is continuously fed into an electric arc welding torch. The arc generates intense heat, rapidly melting the wire and forming a molten pool that solidifies upon cooling, creating a fully dense metal layer. This process repeats layer-by-layer, precisely controlled via CNC systems. Unlike powder-based SLS or filament-based FDM, WAAM excels in rapid deposition and large-scale component fabrication with lower operational costs.
Common WAAM Materials
WAAM employs a variety of metallic wires optimized for superior mechanical performance and manufacturing efficiency. Neway typically utilizes the following validated WAAM materials:
Material | Tensile Strength | Thermal Stability | Key Properties | Common Applications |
|---|---|---|---|---|
900–1100 MPa | Up to ~500°C | High strength-to-weight ratio, corrosion resistance | Aerospace components, structural frames | |
250–400 MPa | Up to ~200°C | Lightweight, excellent weldability, corrosion resistance | Marine structures, automotive chassis | |
550–700 MPa | Up to ~500°C | High strength, corrosion-resistant, good weldability | Oil & gas equipment, chemical vessels | |
800–1000 MPa | Up to ~700°C | Excellent thermal stability, corrosion resistance | Power generation, turbine components |
Key Technical Features of WAAM 3D Printing
WAAM technology stands out for its rapid build speeds, high material utilization, and ability to create large-scale components. Essential technical specifications validated by ASTM and ISO industry standards include:
Precision & Resolution
Layer Thickness: Typically ranging from 1 to 3 mm, ideal for rapid deposition and large structural builds.
Dimensional Accuracy: ±0.5 mm (ISO 2768), suitable for large-scale components with subsequent machining.
Minimum Feature Size: Capable of achieving detailed features around 2 mm, practical for structural applications.
Mechanical Performance
Tensile Strength: Alloy-dependent, ranging from 250–1100 MPa, ensuring high structural integrity.
Fatigue and Toughness: Excellent fatigue resistance and toughness due to metallurgical bonding, critical for dynamic structural applications.
Corrosion Resistance: High corrosion resistance, especially with stainless steels and titanium alloys, ideal for demanding environments.
Production Efficiency
High Deposition Rates: WAAM offers deposition rates of up to 2–10 kg/hour, substantially faster compared to traditional powder-bed additive methods.
Cost-Efficient Material Utilization: Typically achieves >90% material efficiency, dramatically reducing waste compared to CNC machining (60–80% waste).
Large Component Capability: Easily fabricates large, near-net-shape structures, significantly reducing material usage and assembly requirements.
Surface & Aesthetic Quality
Surface Finish: As-built surface roughness ranges from Ra 30–50 µm; however, easily refined with minimal machining.
Easy Post-processing: Components are readily machinable, enabling high-quality finished surfaces suitable for stringent industrial requirements.
Core Advantages Over Conventional Methods
Rapid Large-Scale Manufacturing: WAAM significantly reduces lead times by up to 60–80% for large metal components compared to traditional casting or CNC machining.
Cost Savings: The lower cost of wire feedstock, combined with high deposition efficiency, reduces overall manufacturing costs by approximately 40–60% compared to machining from billet.
Reduced Material Waste: Achieves over 90% material utilization efficiency, substantially lowering production waste and associated costs compared to subtractive methods.
Design Flexibility: Enables complex geometries, internal cavities, and optimized structural designs challenging to achieve using conventional machining or casting.
Enhanced Mechanical Integrity: Produces components with robust metallurgical properties, minimal porosity, and uniform microstructures superior to cast parts.
Scalable Production Capability: Particularly advantageous for fabricating large, heavy-duty components without requiring extensive tooling or setup time.
WAAM vs. CNC Machining vs. Casting: Manufacturing Process Comparison
Manufacturing Process | Lead Time | Surface Roughness | Geometric Complexity | Minimum Feature Size | Scalability |
|---|---|---|---|---|---|
Wire Arc Additive Manufacturing | 2–5 days (no tooling required) | Ra 30–50 µm | ✅ Complex, large-scale internal structures | ~2 mm | 1–50 units (optimal for large parts) |
CNC Machining | 3–7 days (programming and setups) | Ra 1.6–3.2 µm | ❌ Limited complexity due to tooling access | 0.5 mm | 10–500 units (expensive at large scale) |
Casting | 4–12 weeks (tool fabrication required) | Ra 6–12 µm | ❌ Limited internal geometries | 1–3 mm | >500 units (economical at high volume) |
Industry-Specific WAAM Applications
Aerospace & Aviation: Large structural aircraft components, titanium frames, engine casings, and custom fixtures.
Marine & Shipbuilding: Hull structures, propeller blades, corrosion-resistant marine fittings, and large structural components.
Automotive & Heavy Vehicles: Lightweight vehicle chassis components, tooling, and heavy-duty structural frames for trucks and buses.
Energy & Power Generation: Pressure vessels, turbine casings, piping systems, and large-scale structural components.
Related FAQs
How does WAAM technology lower production costs and lead times compared to traditional machining or casting methods?
What types of metal alloys are commonly used in WAAM, and what are their benefits and typical applications?
What size of parts and complexity can WAAM technology produce effectively compared to traditional manufacturing?
How do the mechanical properties of WAAM-manufactured components compare to CNC-machined or traditionally cast parts?
In which industries is Wire Arc Additive Manufacturing most advantageous and why?
