Perfeição de Superfície: Como a Jateamento Transforma Peças CNC
Introdução
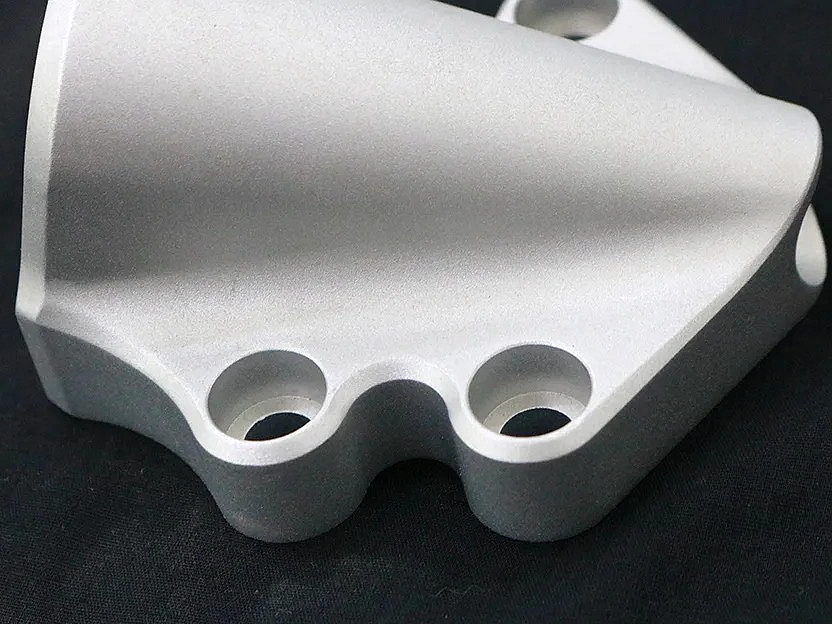
O jateamento é um tratamento mecânico de superfície aplicado a componentes usinados em CNC, utilizando meios abrasivos impulsionados por ar comprimido para refinar a textura da superfície após processos como usinagem CNC. Normalmente alcançando rugosidade superficial entre Ra 1,2–3,2 μm, o jateamento remove efetivamente marcas de usinagem, rebarbas e pequenos defeitos. Este tratamento melhora significativamente a estética dos componentes ao criar acabamentos uniformes foscos ou acetinados, além de preparar as superfícies para melhor adesão de revestimentos e resistência à corrosão.
Ampliamente adotado nas indústrias automotiva, aeroespacial, de equipamentos médicos e eletrônicos de consumo, o jateamento trata eficientemente diversos materiais, incluindo ligas de alumínio, aço inoxidável e plásticos de engenharia. Capaz de processar uniformemente geometrias complexas e características intrincadas, auxilia fabricantes a produzir componentes visualmente atraentes e de alta qualidade, otimizados para tratamentos de acabamento subsequentes, como pintura, anodização ou revestimento em pó.
Perfeição de Superfície: Como o Jateamento Transforma Peças Usinadas em CNC
Princípios Científicos & Normas Industriais
Definição:
O jateamento envolve o impacto controlado de meios abrasivos, tipicamente óxido de alumínio, esferas de vidro ou granalha de aço, impulsionados por ar comprimido sobre superfícies usinadas em CNC. Ele cria texturas uniformes (Ra 1,2–3,2 μm), remove contaminantes e prepara as superfícies para tratamentos posteriores ou proteção.
Normas Regulamentares:
ASTM D4417: Métodos padrão para medição de perfil de superfície
ISO 8501-1: Preparação de substratos de aço antes do revestimento
SAE J444: Padrão para dimensionamento de grãos abrasivos
Função do Processo e Casos
Dimensão de Desempenho | Parâmetros Técnicos | Casos de Aplicação |
|---|---|---|
Uniformidade da Superfície | Rugosidade superficial consistente Ra 1,2–3,2 μm | Invólucros de dispositivos médicos, componentes aeroespaciais de precisão |
Melhoria Estética | Acabamentos visuais foscos ou acetinados | Eletrônicos de consumo, peças automotivas de luxo |
Limpeza da Superfície | Remoção completa de óleos, rebarbas e contaminantes | Corpos de válvulas, equipamentos industriais, peças semicondutoras |
Adesão de Revestimentos | Força de adesão melhorada em >50% | Revestimentos automotivos, peças aeroespaciais anodizadas |
Classificação do Acabamento de Superfície
Matriz de Especificação Técnica
Método de Jateamento | Principais Parâmetros & Métricas | Vantagens | Limitações |
|---|---|---|---|
Jateamento com Óxido de Alumínio | Ra: 1,5–3,2 μm; Dureza: 9 Mohs | Efetiva remoção de rebarbas, excelente adesão de pintura | Possível incorporação de partículas na superfície |
Jateamento com Esferas de Vidro | Ra: 1,2–2,5 μm; Dureza: 6 Mohs | Acabamento acetinado, sem danos ao substrato | Menos agressivo para rebarbas pesadas |
Jateamento com Granalha de Aço | Ra: 2,5–5,0 μm; Dureza: 40–50 HRC | Limpeza de alta intensidade, efeito de alívio de tensões | Não indicado para componentes delicados |
Jateamento com Mídia Plástica | Ra: 1,0–2,0 μm; Baixa dureza (3–4 Mohs) | Limpeza suave, ideal para peças delicadas | Durabilidade limitada da mídia |
Jateamento com Carboneto de Silício | Ra: 2,0–4,0 μm; Dureza: 9,5 Mohs | Limpeza agressiva, rápida gravação da superfície | Alta taxa de remoção de material |
Critérios de Seleção & Diretrizes de Otimização
Jateamento com Óxido de Alumínio
Critérios de Seleção: Preferido para acabamento de superfície geral, remoção eficaz de rebarbas e excelente preparação para revestimento.
Diretrizes de Otimização: Controlar pressão (4–6 bar), selecionar tamanho de grão (#80–120 mesh) e garantir movimento uniforme do bico para uniformidade.
Jateamento com Esferas de Vidro
Critérios de Seleção: Ideal para obter acabamentos suaves e acetinados em componentes de precisão com impacto dimensional mínimo.
Diretrizes de Otimização: Usar esferas de vidro finas (#100–200 mesh), manter pressão moderada (2–4 bar) e distância uniforme do jato (15–25 cm).
Jateamento com Granalha de Aço
Critérios de Seleção: Adequado para peças robustas que exigem limpeza intensa e alívio de tensões, especialmente aço e peças fundidas.
Diretrizes de Otimização: Utilizar granalha de aço grossa (S170–S330), gerenciar cuidadosamente a pressão (5–7 bar) e monitorar regularmente a integridade da superfície para evitar danos.
Jateamento com Mídia Plástica
Critérios de Seleção: Recomendado para materiais delicados e componentes leves, garantindo mínima alteração da superfície.
Diretrizes de Otimização: Aplicar baixa pressão (1–3 bar), selecionar tipos adequados de mídia plástica (à base de acrílico ou melamina) e repor a mídia regularmente para consistência.
Jateamento com Carboneto de Silício
Critérios de Seleção: Usado para tratamentos de superfície agressivos e remoção rápida de marcas de usinagem em materiais duros.
Diretrizes de Otimização: Definir pressão de jateamento (4–6 bar), usar grãos abrasivos médios (#60–100 mesh) e monitorar de perto o processo para evitar erosão excessiva da superfície.
Tabela de Compatibilidade Material-Acabamento
Categoria do Substrato | Método de Jateamento Recomendado | Ganho de Desempenho | Dados de Validação Industrial |
|---|---|---|---|
Jateamento com Esferas de Vidro | Acabamento acetinado uniforme; adesão de pintura melhorada | Componentes aeroespaciais conforme ASTM D4417 | |
Jateamento com Óxido de Alumínio | Remoção eficaz de rebarbas; resistência à corrosão aprimorada | Dispositivos médicos em conformidade com ISO 8501-1 | |
Jateamento com Mídia Plástica | Limpeza suave sem contaminação da superfície | Implantes aeroespaciais testados conforme SAE AMS2430 | |
Jateamento com Mídia Plástica | Tratamento delicado da superfície; baixa rugosidade (Ra <2 μm) | Invólucros de dispositivos eletrônicos validados conforme ASTM D7127 | |
Jateamento com Granalha de Aço | Superfícies aliviadas de tensão; resistência à fadiga melhorada | Ferramentas industriais verificadas conforme ASTM E466 |
Controle do Processo de Jateamento: Etapas Críticas & Normas
Essenciais Pré-Jateamento
Desengorduramento da Superfície: Remoção de óleos e contaminantes via lavagem alcalina ou limpeza com solvente (ISO 8501-1).
Máscara e Proteção: Mascaramento preciso de dimensões críticas e áreas roscadas (conformidade ASTM D6123).
Seleção de Mídia: Tamanho e dureza do grão verificados conforme normas SAE J444.
Controles do Processo de Jateamento
Monitoramento de Pressão: Manter pressão consistente de jateamento (precisão ±0,2 bar).
Controle de Distância: Distância constante bico–peça (15–25 cm) garante acabamento uniforme.
Qualidade da Mídia: Inspecionar e repor regularmente a mídia de jateamento para manter qualidade abrasiva consistente.
Verificações Pós-Jateamento
Medida da Rugosidade: Validar usando perfilômetros conforme ASTM D4417.
Inspeção de Limpeza: Garantir superfícies livres de contaminantes por avaliação visual e microscópica (ISO 8501-1).
Teste de Preparação para Adesão: Confirmar adesão melhorada de revestimentos por testes padronizados (ASTM D3359).
Perguntas Frequentes
Quais são as principais vantagens do jateamento de peças CNC em comparação com outros métodos de acabamento de superfície?
O jateamento pode danificar ou deformar peças CNC de precisão?
Qual meio abrasivo é mais adequado para componentes CNC delicados?
Como o jateamento melhora a adesão de revestimentos subsequentes, como pintura ou anodização?
O jateamento é adequado para todos os tipos de materiais CNC, incluindo plásticos e peças não metálicas?
