Электрополировка: процесс, улучшающий гладкость и долговечность деталей CNC
Введение
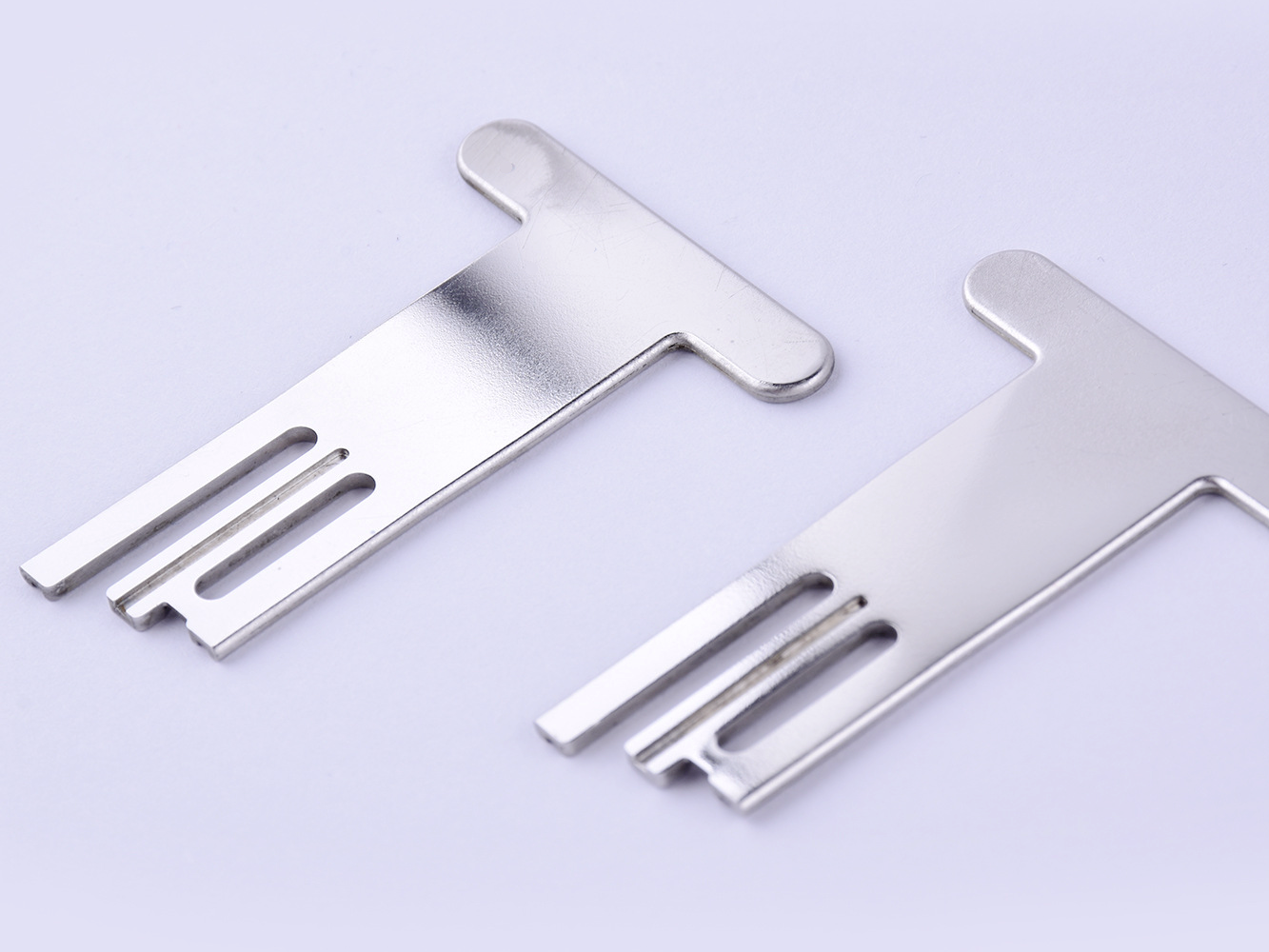
Электрополировка — это передовая электрохимическая технология финишной обработки, широко применяемая для улучшения гладкости поверхности и долговечности компонентов, обработанных на станках с ЧПУ. В ходе процесса формируется высокоотражающая, ультрагладкая поверхность с типичным съемом материала 5–40 µm за счет выборочного растворения микроскопических выступов на металлических поверхностях посредством контролируемого электролиза. Это существенно повышает коррозионную стойкость, механические характеристики и чистоту поверхности.
Идеально подходя для критически важных отраслей, таких как медицинские устройства, авиационно-космическая промышленность и производство полупроводников, электрополировка эффективно обрабатывает сложные CNC-геометрии, включая тонкостенные структуры, микроканалы и прецизионные резьбы, обеспечивая превосходное качество поверхности и надежность.
Технология электрополировки: передовая доводка поверхности для повышения эксплуатационных характеристик
Научные принципы и промышленные стандарты
Определение: Электрополировка — это электрохимический метод финишной обработки, при котором металлические поверхности подвергаются контролируемому анодному растворению в электролитической ванне, что приводит к получению очень гладкой, яркой и коррозионностойкой поверхности. Съем металла точно контролируется и обычно составляет 5–40 µm.
Действующие стандарты:
ASTM B912: Стандартная спецификация для электрополировки сплавов нержавеющей стали
ISO 15730: Металлические и другие неорганические покрытия – Электрополировка
ASTM E1558: Стандартное руководство по электрополировке титана и его сплавов
Функции процесса и примеры применения
Показатель производительности | Технические параметры | Примеры применения |
|---|---|---|
Гладкость поверхности | - Шероховатость поверхности: достижимо Ra ≤ 0.1 µm - Равномерность для сложных форм | Медицинские имплантаты, камеры для полупроводниковых пластин, фармацевтические клапаны |
Коррозионная стойкость | - Устойчивость к солевому туману: ≥1,500 часов (ASTM B117) - Усиление пассивного оксидного слоя | Хирургические инструменты, морская фурнитура, аэрокосмические крепежные изделия |
Очищаемость и стерильность | - Чистота поверхности: отсутствие частиц (ISO Class 1) - Снижение бактериальной адгезии | Оборудование для пищевой промышленности, комплектующие для чистых помещений, биофармацевтическое оборудование |
Механические характеристики и усталостная прочность | - Снижение концентрации напряжений на поверхности - Увеличение усталостного ресурса: до 30% | Лопатки авиационных турбин, элементы автомобильной подвески, высокопроизводительные шестерни |
Классификация процессов электрополировки
Матрица технических характеристик
Метод электрополировки | Ключевые параметры и метрики | Преимущества | Ограничения |
|---|---|---|---|
Стандартная электрополировка (ванный метод) | - Напряжение: 6–18 V DC - Температура: 40–70°C - Скорость съема: 5–20 µm/мин | - Отличная чистота поверхности - Превосходная коррозионная стойкость - Эффективная обработка партий | - Требуется обслуживание ванны - Ограниченный контроль глуб�����ны обработки |
Импульсная электрополировка | - Импульсы напряжения: 5–20 V, коэффициент заполнения 20–80% - Скорость съема: 1–15 µm/мин | - Точный контроль поверхности - Равномерная доводка микродеталей - Снижение расхода электролита | - Более высокая сложность оборудования |
Локальная электрополировка | - Напряжение: 5–15 V DC - Возможность точечной обработки | - Высокая точность в заданных зонах - Идеально для ремонта и локальной доводки | - Более низкая скорость обработки |
Сухая электрополировка (экологичная) | - Напряжение: 10–20 V - Полировка без электролита | - Минимальное воздействие на окружающую среду - Меньше обслуживания - Подходит для чувствительных применений | - Ограничено специализированными задачами - Высокие первоначальные вложения |
Критерии выбора и рекомендации по оптимизации
Стандартная электрополировка (ванный метод)
Критерии выбора: Оптимально для CNC-деталей, требующих равномерной отделки, коррозионной стойкости и высокой эффективности обработки партиями (медицинская, пищевая и полупроводниковая отрасли).
Рекомендации по оптимизации:
Поддерживать температуру электролита на уровне 50–60°C
Регулярно контролировать состав ванны, чтобы сохранять оптимальное качество полировки
Стабильные электрические параметры (плотность тока: 5–50 A/dm²) для равномерного съема металла
Импульсная электрополировка
Критерии выбора: Предпочтительна для сложных CNC-деталей, где требуется точный контроль размеров и минимальная деформация элементов (авиация, прецизионные микрокомпоненты).
Рекомендации по оптимизации:
Настраивать частоты импульсов и коэффициент заполнения для более точной доводки микропрофиля
Обеспечить точный контроль напряжения с точностью ±0.5 V
Под�ер�и�ать высокую чистоту электролита для повышения равномерности отделки
Локальная электрополировка
Критерии выбора: Идеальна для дорогостоящих CNC-компонентов, требующих локальной доводки, точечного ремонта или тонкой проработки (авиационные ремонты, прецизионные пресс-формы).
Рекомендации по оптимизации:
Использовать точное позиционирование электрода
Поддерживать низкое напряжение для минимизации тепловыделения
Проводить детальный контроль после процесса
Сухая электрополировка (экологичная)
Критерии выбора: Подходит для экологически чувствительных задач, где требуется минимальное воздействие на окружающую среду и высокий уровень чистоты (электроника, медицинские имплантаты).
Рекомендации по оптимизации:
Обеспечить постоянный зазор между электродами
Поддерживать строгий контроль напряжения
Внедрять мониторинг в реальном времени для оптимизации качества отделки
Таблица совместимости материалов и покрытия
Материал | Рекомендуемый метод электрополировки | Прирост характеристик | Данные промышленной валидации |
|---|---|---|---|
Стандартная электрополировка | Повышенная коррозионная стойкость | Пройден 2,000-часовой тест солевого тумана (валидация для медизделий) | |
Импульсная электрополировка | Повышенная биосовместимость | Ортопедические имплантаты, сертифицированные FDA | |
Локальная электрополировка | Высокоточная финишная обработка пове�хнос�� | Подтверждение размерной точности аэрокосмических компонентов | |
Стандартная электрополировка | Улучшенная проводимость и эстетика | Системы охлаждения для полупроводников: подтверждены теплотехнические характеристики | |
Импульсная электрополировка | Снижение концентрации поверхностных напряжений | Лопатки авиационных турбин: подтверждено увеличение усталостного ресурса |
Контроль процесса электрополировки: ключевые этапы и стандарты
Основные этапы предварительной подготовки
Химическая очистка: обезжиривание щелочным раствором, ультразвуковая обработка при 50°C Проверка: тест «water-break» (ASTM F22)
Контроль состава электролита: регулярный мониторинг и восполнение Проверка: испытания плотности/электропроводности электролита
Контроль процесса электрополировки
Регулирование напряжения и тока: DC-выпрямители с точностью ±1% Проверка: цифровой мониторинг в реальном времени
Контроль температуры: ванны с термостатированием в пределах ±2°C Проверка: непрерывная цифровая регистрация данных
Действия после обработки
Промывка и сушка: промывка ультрачистой водой с последующей контролируемой сушкой Проверка: тестирование поверхностных остатков (ASTM F22)
Контроль финишной поверхности: прецизионное измерение шероховатости (Ra ≤ 0.1 µm) Проверка: соответствие стандартам ISO 25178
Часто задаваемые вопросы
Чем электрополировка отличается от механической полировки по качеству поверхности?
Какие металлы и сплавы лучше всего п�д�о�ят для электрополировки?
Можно ли эффективно электрополировать сложные элементы, такие как резьбы или тонкие стенки?
Подходит ли электрополировка для CNC-деталей в медицинской и пищевой промышленности?
Как электрополировка влияет на усталостный ресурс компонентов после CNC-обработки?
