Совершенство поверхности: как пескоструйная обработка преобразует детали CNC
Введение
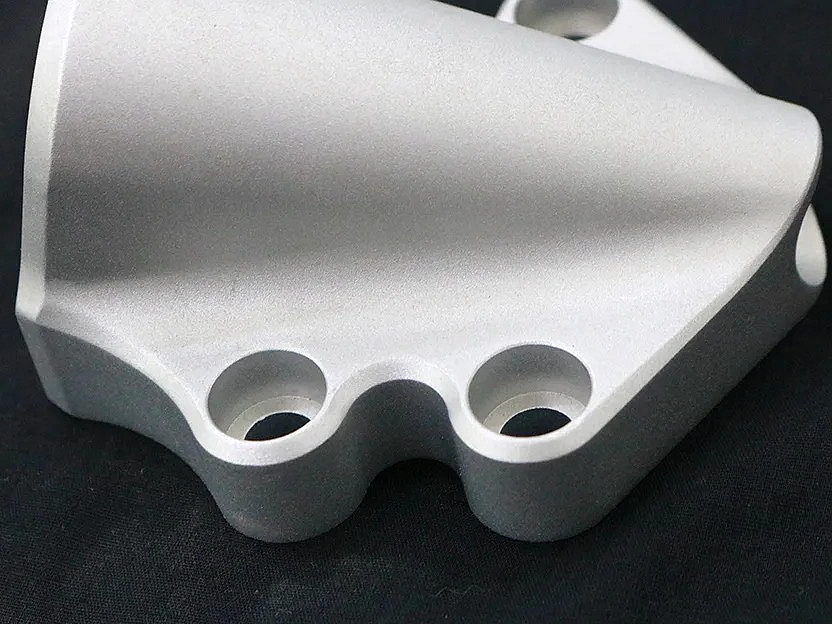
Пескоструйная обработка — это механическая обработка поверхности деталей ЧПУ, при которой абразивный материал подается сжатым воздухом для выравнивания текстуры поверхности после процессов, таких как обработка на ЧПУ. Обычно достигается шероховатость поверхности Ra 1.2–3.2 мкм. Пескоструй эффективно удаляет следы обработки, заусенцы и мелкие дефекты, создавая равномерное матовое или сатиновое покрытие. Эта обработка значительно улучшает эстетику деталей и подготавливает поверхность для лучшей адгезии покрытий и защиты от коррозии.
Широко применяется в автомобильной, аэрокосмической, медицинской промышленности и производстве потребительской электроники. Пескоструйная обработка эффективно обрабатывает различные материалы, включая алюминиевые сплавы, нержавеющую сталь и инженерные пластики. Обеспечивая равномерную обработку сложной геометрии и мелких деталей, метод помогает производителям создавать визуально привлекательные и качественные компоненты, оптимизированные для последующей отделки, такой как покраска, анодирование или порошковое покрытие.
Совершенство поверхности: как пескоструйная обработка преобразует детали ЧПУ
Научные принципы и промышленные стандарты
Определение:
Пескоструйная обработка заключается в контролируемом воздействии абразивного материала, обычно оксида алюминия, стеклянных шариков или стальной дроби, подаваемого сжатым воздухом на поверхности деталей ЧПУ. Метод создает равномерную текстуру (Ra 1.2–3.2 мкм), удаляет загрязнения и подготавливает поверхность для дальнейшей отделки или защитных покрытий.
Регулирующие стандарты:
ASTM D4417: Стандартные методы измерения профиля поверхности
ISO 8501-1: Подготовка стальных подложек перед покрытием
SAE J444: Стандарт для размера абразивных зерен
Функция процесса и примеры применения
Параметр производительности | Технические характеристики | Примеры применения |
|---|---|---|
Равномерность поверхности | Шероховатость поверхности Ra 1.2–3.2 мкм | Корпуса медицинских устройств, прецизионные аэрокосмические компоненты |
Эстетическое улучшение | Матовая или сатиновая отделка | Потребительская электроника, люксовые автомобильные детали |
Очистка поверхности | Полное удаление масел, заусенцев и загрязнений | Корпуса клапанов, промышленное оборудование, компоненты полупроводников |
Адгезия покрытия | Увеличение прочности адгезии на >50% | Автомобильные покрытия, анодированные аэрокосмические детали |
Классификация отделки поверхности
Матрица технических характеристик
Метод пескоструйной обработки | Ключевые параметры и метрики | Преимущества | Ограничения |
|---|---|---|---|
Пескоструй оксидом алюминия | Ra: 1.5–3.2 мкм; Твердость: 9 по Моосу | Эффективное удаление заусенцев, отличная адгезия краски | Возможна встраиваемость абразива в поверхность |
Пескоструй стеклянными шариками | Ra: 1.2–2.5 мкм; Твердость: 6 по Моосу | Сатиновая отделка, без повреждения подложки | Менее эффективен для крупных заусенцев |
Пескоструй стальной дробью | Ra: 2.5–5.0 мкм; Твердость: 40–50 HRC | Высокоинтенсивная очистка, эффект снятия напряжений | Не подходит для хрупк�����х деталей |
Пескоструй пластиковыми абразивами | Ra: 1.0–2.0 мкм; Низкая твердость (3–4 по Моосу) | Мягкая очистка, идеально для хрупких деталей | Ограниченная долговечность абразива |
Пескоструй карбидом кремния | Ra: 2.0–4.0 мкм; Твердость: 9.5 по Моосу | Агрессивная очистка, быстрое травление поверхности | Высокая скорость снятия материала |
Критерии выбора и рекомендации по оптимизации
Пескоструй оксидом алюминия
Критерии выбора: предпочтительно для универсальной отделки поверхности, эффективного удаления заусенцев и отличной подготовки под покрытия.
Рекомендации по оптимизации: контролируйте давление (4–6 бар), выбирайте размер зерна (#80–120), обеспечивайте равномерное движение сопла.
Пескоструй стеклянными шариками
Критерии выбора: идеально для получения гладкой сатиновой поверхности на точных компонентах без значительного влияния на размеры.
Рекомендации по оптимизации: используйте мелкие стеклянные шарики (#100–200), поддерживайте умеренное давление (2–4 бар), равномерное расстояние до детали (15–25 см).
Пескоструй стальной дробью
Критерии выбора: подходит для прочных деталей, требующих интенсивной очистки и снятия напряжений, особенно для стали и литых компонентов.
Рекомендации по оптимизации: используйте крупную стальную дробь (S170–S330), контролируйте давление (5–7 бар), регулярно проверяйте состояние поверхности.
Пескоструй пластиковыми абразивами
Критерии выбора: рекомендуется для хрупких и легких компонентов с минимальным изменением поверхности.
Рекомендации по оптимизации: низкое давление (1–3 бар), подходящий тип пластика (акрил или меламин), регулярное обновление абразива.
Пескоструй карбидом кремния
Критерии выбора: используется для агрессивной обработки поверхности и б�с�рого удаления следов обработки на твердых материалах.
Рекомендации по оптимизации: давление 4–6 бар, зерно среднего размера (#60–100), контролировать процесс для предотвращения чрезмерного эрозионного эффекта.
Таблица совместимости материалов и отделки
Категория материала | Рекомендуемый метод пескоструя | Прирост характеристик | Промышленная проверка |
|---|---|---|---|
Стеклянные шарики | Равномерная сатиновая отделка; улучшенная адгезия краски | Аэрокосмические компоненты, ASTM D4417 | |
Оксид алюминия | Эффективное удаление заусенцев; повышенная коррозионная стойкость | Медицинские устройства, ISO 8501-1 | |
Пластиковый абразив | Мягкая очистка без загрязнения поверхности | Аэрокосмические импланты, SAE AMS2430 | |
Пластиковый абразив | Деликатная обработка поверхности; низкая шероховатость (Ra <2 мкм) | Корпуса электронных устройств, ASTM D7127 | |
Стальная дробь | Снятие внутренних напряжений; улучшение усталостной прочности | Промышленный инструмент, ASTM E466 |
Контроль процесса пескоструйной обработки: критические этапы и стандарты
Подготовка перед песк�с�р�ем
Обезжиривание поверхности: удаление масел и загрязнений щелочной мойкой или растворителями (ISO 8501-1).
Маскировка и защита: точная маскировка критических размеров и резьбовых участков (соответствие ASTM D6123).
Выбор абразива: проверенный размер зерна и твердость по стандарту SAE J444.
Контроль процесса пескоструя
Контроль давления: поддержание постоянного давления (точность ±0.2 бар).
Контроль расстояния: постоянное расстояние сопла до детали (15–25 см) обеспечивает равномерное покрытие.
Контроль качества абразива: регулярная проверка и обновление абразива для поддержания стабильного качества.
Проверки после пескоструя
Измерение шероховатости: проверка профилометрами по стандарту ASTM D4417.
Проверка чистоты: визуальный и микроскопический контроль отсутствия загрязнений (ISO 8501-1).
Подготовка к адгезионным тестам: подтверждение улучшенной адгезии покрытий по стандартным методам (ASTM D3359).
Часто задаваемые вопросы
Каковы ключевые преимущества пескоструйной обработки деталей ЧПУ по сравнению с другими методами отделки поверхности?
Может ли пескоструй повредить или деформировать точные детали ЧПУ?
Какой абразивный материал лучше всего подходит для хрупких деталей ЧПУ?
Как пескоструй повышает адгезию последующих покрытий, таких как краска или анодирование?
Подходит ли пескоструй для всех типов материалов ЧПУ, включая пластики и неметаллы?
