English
Custom Online Carbon Steel CNC Machining Service
Our Custom Online Carbon Steel CNC Machining Service offers precision machining for carbon steel parts tailored to your specifications. We provide high-quality, efficient production with quick turnaround times and competitive pricing, which is ideal for the automotive, aerospace, and manufacturing industries.
- Carbon steel CNC Rapid Prototyping Service
- Low Volume Carbon steel CNC Machining Service
- Carbon steel CNC Machining Mass Production
- One Stop Carbon steel Machining Service

Send us your designs and specifications for a free quotation
All uploaded files are secure and confidential
Know About Carbon Steel CNC Machining
Carbon steel CNC machining involves precision cutting, shaping, and finishing of carbon steel parts. With excellent strength and versatility, it’s ideal for a wide range of applications. Proper machining parameters and tools are essential for achieving high-quality, cost-effective results.

Typical CNC Machining Carbon Steel Available
Typical CNC machining carbon steel includes grades like 1018, 1040, 4140, A36, and 12L14. These steels offer a balance of strength, hardness, and machinability, making them suitable for a wide range of applications such as automotive, structural, and tool components.
Surface Treatment for Carbon Steel CNC Machined Parts
Surface treatment for carbon steel CNC machined parts enhances durability and performance. Common methods include coating, heat treatment, galvanizing, and anodizing, which improve corrosion resistance, wear resistance, and surface hardness, ensuring longer life and better functionality in various applications.

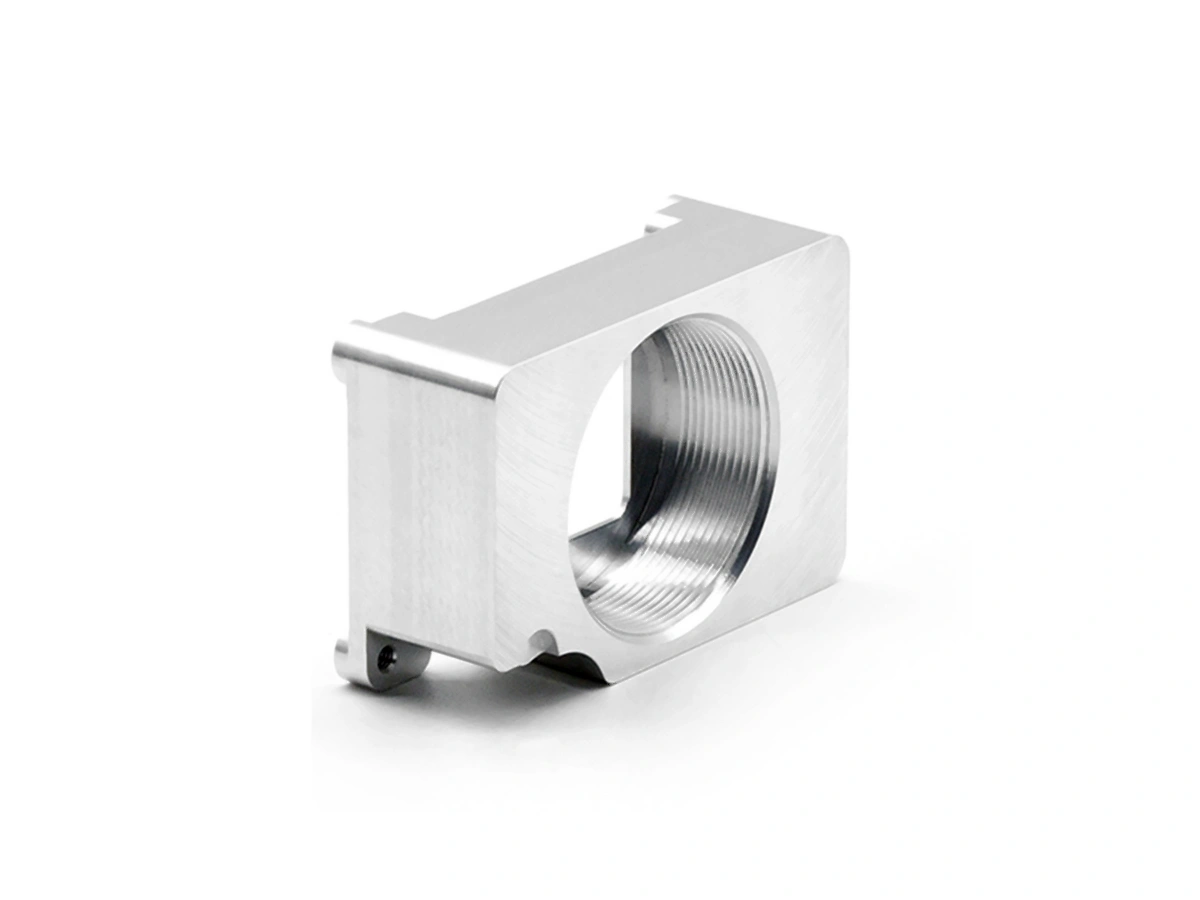
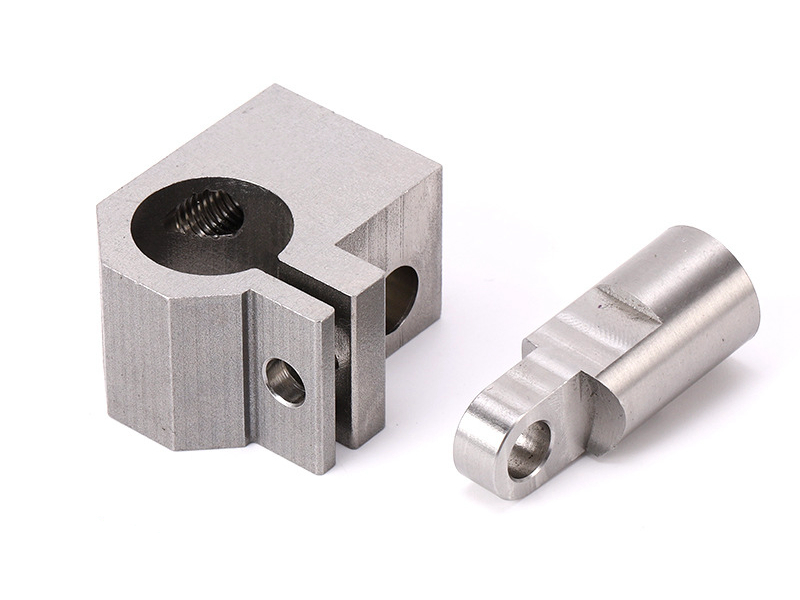
Carbon Steel CNC Machined Components Gallery
The Carbon Steel CNC Machined Components Gallery showcases a range of precision parts manufactured from various carbon steel grades. These components, used in industries like automotive, construction, and machinery, highlight the versatility, strength, and durability of carbon steel materials.







Let's Start A New Project Today
Carbon Steel CNC Machining Parameter Suggestion
Superalloy CNC machining requires optimized parameters for efficiency and quality. Key factors include controlled spindle power, moderate feed rates, shallow cuts, and high-pressure coolant. Proper tool selection, coatings, and machine rigidity ensure precision, reduce wear, and enhance component performance.
Suggestions for Carbon Steel CNC Machining
Carbon steel CNC machining requires careful consideration of parameters like spindle speed, cutting depth, and tool selection. Proper planning ensures optimal material removal, surface finish, and tool life, minimizing defects and improving part accuracy for both low and high-volume production runs.
Frequently Asked Questions
Explore Related Resources



Neway Precision Works Ltd.
No.3 Lefushan Industry West Road
Fenggang, Dongguan, China
ZIP 523000
Solutions
Copyright © 2025 Machining Precision Works Ltd.All Rights Reserved.