English
Custom Online Aluminum CNC Machining Service
Custom online aluminum CNC machining services offer precise, rapid aluminum parts fabrication using advanced CNC technology. Customers can upload designs, select specifications, and receive high-quality, cost-effective, and fast-turnaround solutions for prototypes and production runs.
- Aluminum CNC Rapid Prototyping Service
- Low Volume Aluminum CNC Machining Service
- Aluminum CNC Machining Mass Production
- One Stop Aluminum Machining Service

Send us your designs and specifications for a free quotation
All uploaded files are secure and confidential
Know About Aluminum CNC Machining
Aluminum CNC machining involves using computer-controlled tools to precisely cut, shape, and finish aluminum parts. Known for its light weight, corrosion resistance, and good machinability, aluminum is ideal for applications in aerospace, automotive, and manufacturing industries, requiring careful control of parameters.
Common Aluminum Used In CNC Machining
Common aluminum alloys used in CNC machining include 6061, 7075, 2024, and 5052, offering a range of properties like high strength, corrosion resistance, and machinability. These alloys are used in aerospace, automotive, marine, and structural applications.
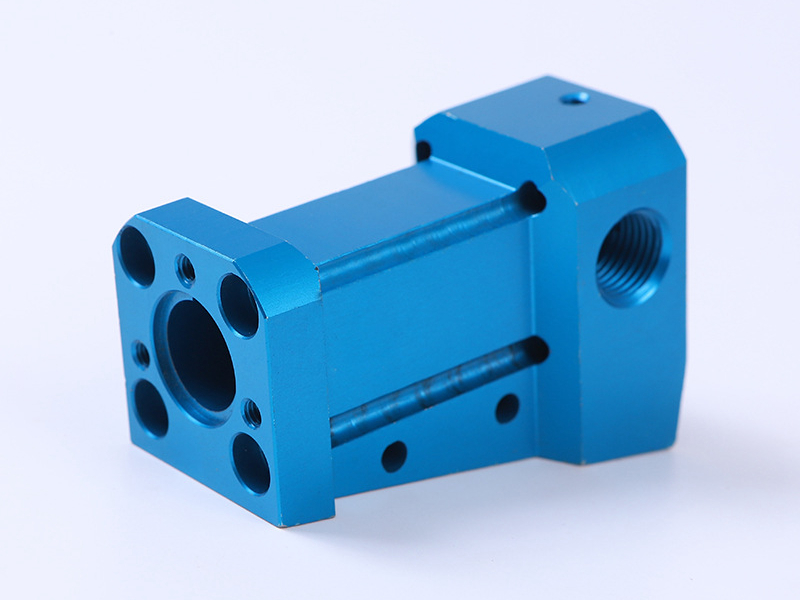
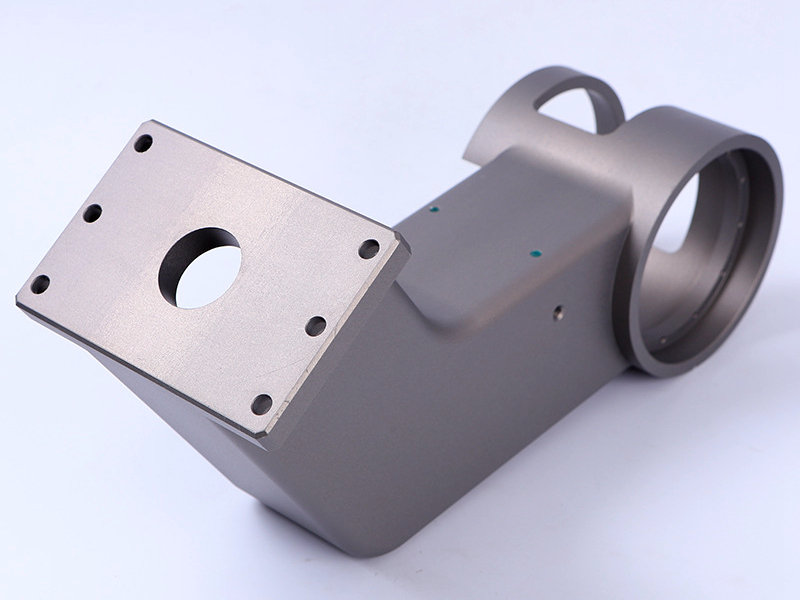
Surface Treatment For CNC Machined Aluminum Parts
Surface treatment for CNC machined aluminum parts enhances durability, appearance, and corrosion resistance. Common methods include anodizing, powder coating, chromate conversion, electroplating, and polishing. These processes improve wear resistance, adhesion, and aesthetic qualities for aerospace, automotive, and industrial applications.

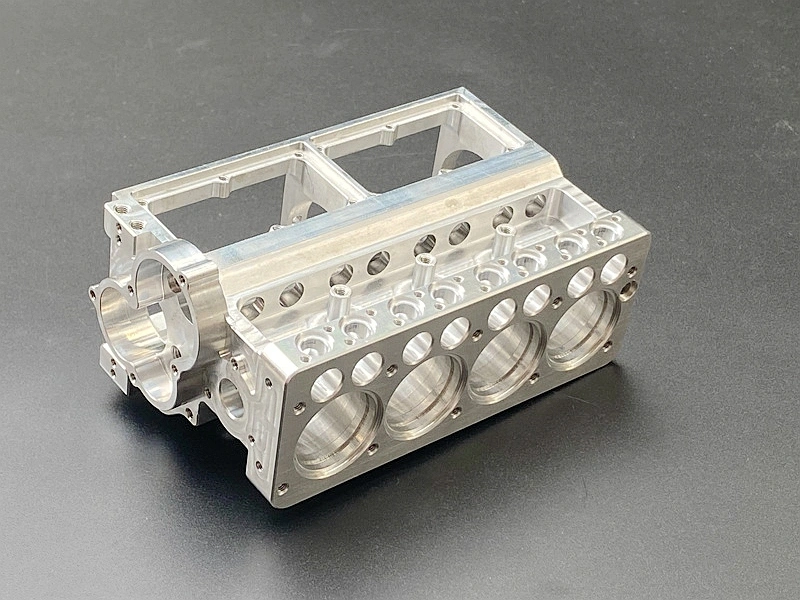
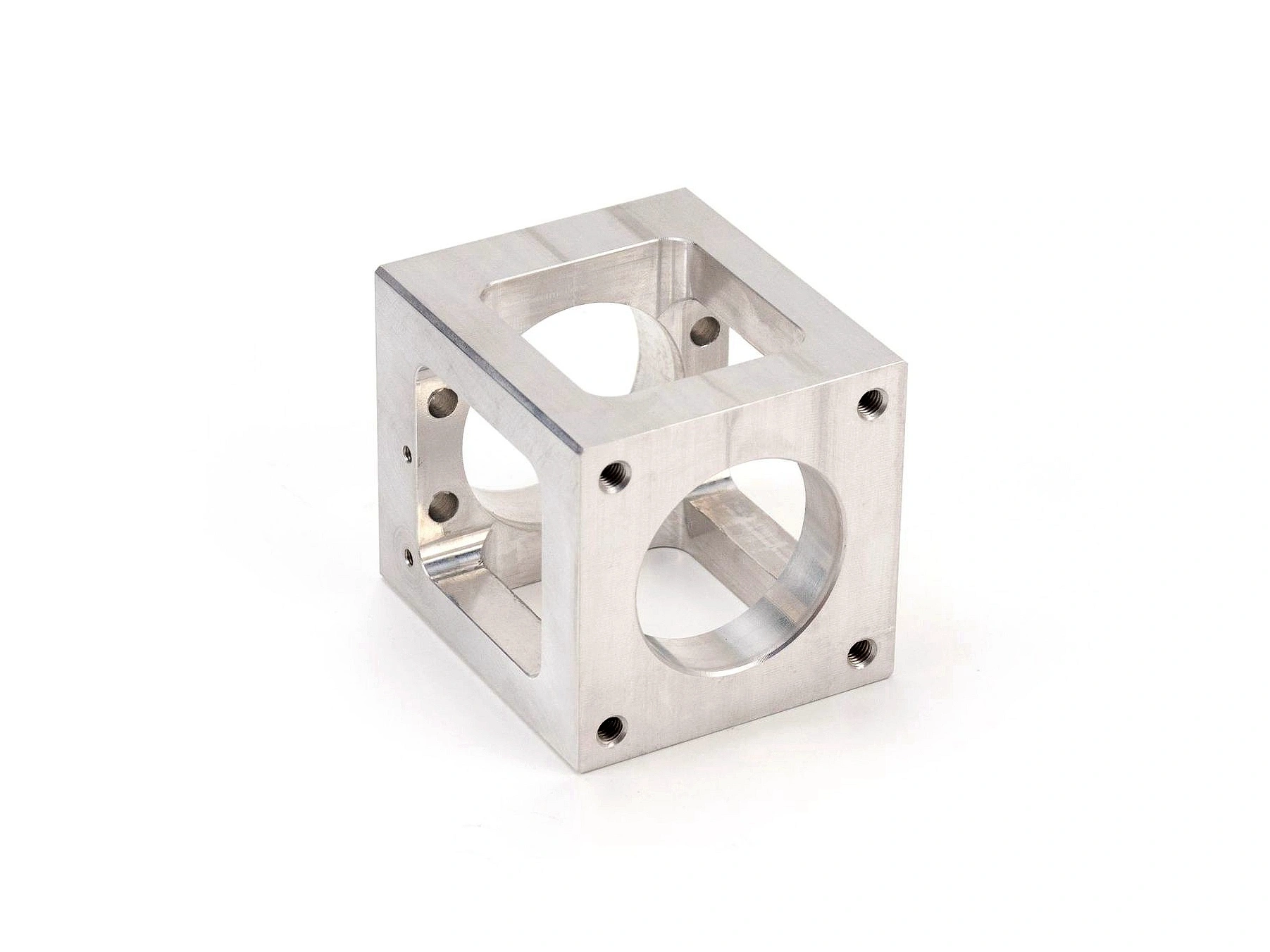
Typical Aluminum CNC Machining Case Study
A typical aluminum CNC machining case study involves precision fabrication of components like aerospace brackets or automotive parts. It showcases material selection, machining processes like milling or turning, post-processing treatments, and the achievement of tight tolerances, surface finish, and functional performance.







Let's Start A New Project Today
Parameter for Aluminum Machining
CNC machining parameters for aluminum include spindle power, speed, feed rate, cutting depth, tool path, and coolant type. These affect material removal, surface finish, tool life, and machining efficiency. Proper optimization ensures high precision, quality, and cost-effective production.
Tolerance for Aluminum Machining
Tolerance for aluminum machining refers to the allowable variation in dimensions during production. Common ranges include general tolerances of ±0.1 mm, precision tolerances of ±0.02 mm, and specific parameters like minimum wall thickness, drill size, and part size, affecting quality and cost.
Frequently Asked Questions
Explore Related Resources


Neway Precision Works Ltd.
No.3 Lefushan Industry West Road
Fenggang, Dongguan, China
ZIP 523000
Solutions
Copyright © 2025 Machining Precision Works Ltd.All Rights Reserved.