English
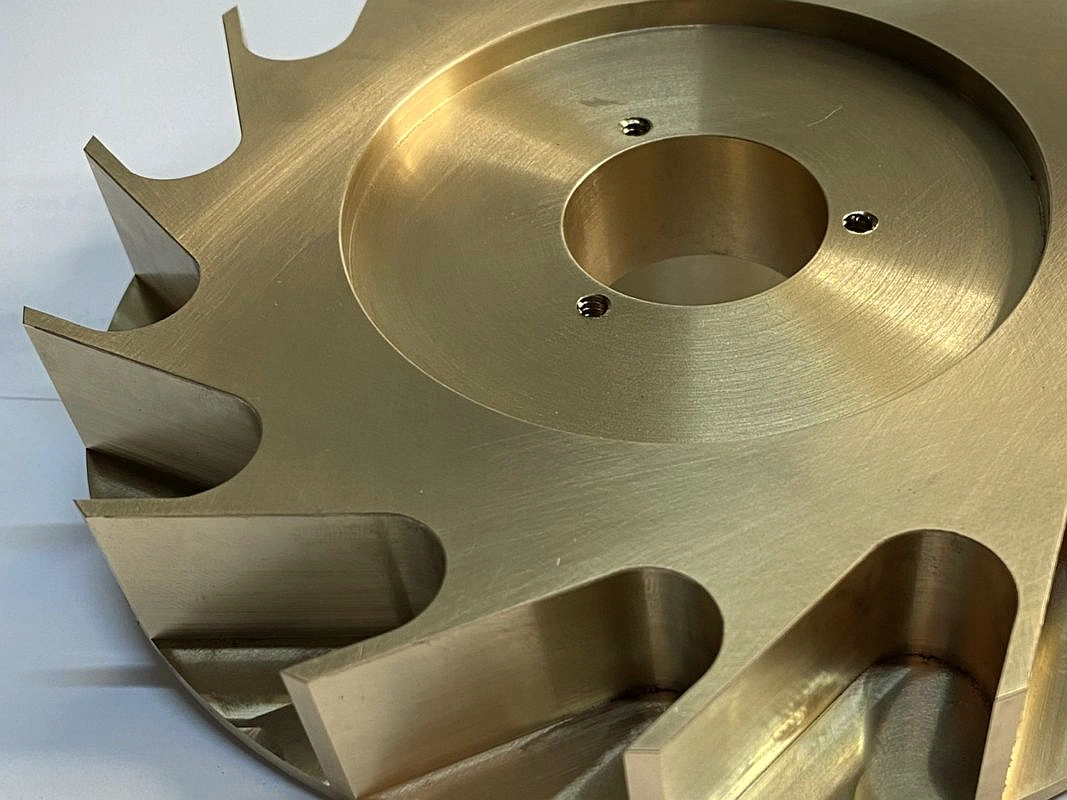
Custom Online Bronze CNC Machining Service
Our custom online bronze CNC machining service offers precision machining for various bronze alloys, including phosphor bronze and aluminum bronze. With fast turnaround times and expert craftsmanship, we create high-quality, custom parts tailored to your specifications and industry needs.
- Bronze CNC Rapid Prototyping Service
- Low Volume Bronze CNC Machining Service
- Bronze CNC Machining Mass Production
- One Stop Bronze Machining Service

Send us your designs and specifications for a free quotation
All uploaded files are secure and confidential
Know About Bronze CNC Machining
Learn about bronze CNC machining, including its properties, machining parameters, and best practices. Bronze alloys, known for wear and corrosion resistance, require specific spindle speeds, feed rates, and coolants for optimal results, ensuring precision in parts like bearings and bushings.
Typical Bronze Alloy In CNC Machining
Typical titanium alloys used in CNC machining include Ti-3Al-2.5V, Ti-6Al-2Sn-4Zr-6Mo, Ti-15V-3Cr-3Sn-3Al, and Ti-7Al. These alloys offer excellent strength, corrosion resistance, and heat tolerance, making them ideal for aerospace, medical, and industrial applications requiring precision machining.
Surface Treatment for Bronze CNC Machined Parts
Surface treatment for bronze CNC machined parts enhances durability, corrosion resistance, and appearance. Techniques like polishing, plating, anodizing, and coating improve wear resistance, reduce friction, and ensure optimal performance in harsh environments, making them ideal for industrial and marine applications.

Custom Bronze CNC Machining Case Study
A custom bronze CNC machining case study showcases tailored solutions for specific client needs, demonstrating how precision machining of bronze parts improves performance, durability, and efficiency. It highlights the challenges, techniques used, and successful outcomes in industries like aerospace and marine.








Let's Start A New Project Today
Bronze CNC Machining Parameter Suggestion
Bronze CNC machining parameters are critical for optimizing performance, tool life, and part quality. Proper spindle speed, feed rate, cutting depth, and coolant use prevent excessive wear, heat buildup, and material deformation, ensuring efficient machining of bronze alloys in various applications.
Tolerance Suggestions for Bronze CNC Machining
Tolerance suggestions for bronze CNC machining ensure optimal part quality and functionality. By selecting appropriate general and precision tolerances, wall thickness, and minimum drill sizes, manufacturers balance machining efficiency, material strength, and cost-effectiveness for both low and high-volume production.
Frequently Asked Questions
Explore Related Resources




Neway Precision Works Ltd.
No.3 Lefushan Industry West Road
Fenggang, Dongguan, China
ZIP 523000
Solutions
Copyright © 2025 Machining Precision Works Ltd.All Rights Reserved.